

























(06/07/2014) – Garantir uma troca de ferramentas livre de cavaco é um tema há anos discutido na produção automobilística. É por isso que os pontos de troca de ferramenta no motofuso e no magazine de ferramentas são completamente limpos com ar comprimido ou até mesmo lavados. Além disso, antes de serem carregados no motofuso, os adaptadores de ferramenta são escovados. Entretanto, estima-se que aproximadamente uma em cinco mil peças não atenda aos níveis de qualidade exigidos devido a uma troca de ferramenta comprometida pela presença de cavaco.
No caso do cabeçote do motor, por exemplo, o furo para entrada da bucha-guia da válvula pode ser usinado com mais alguns centésimos de milímetro, gerando um erro que deve ser detectado e reparado durante os processos de produção e de montagem subsequentes. É por essa razão que existe um ditado no setor de máquinas-ferramenta dizendo que “a única troca de ferramentas boa é aquela que não existe”.
Diversas abordagens foram realizadas na tentativa de solucionar este problema da interferência de cavaco durante a troca de ferramentas. Independentemente do cavaco ter sido captado através de medições de desequilíbrio, sensores externos para a medição de concentricidade ou através de sistemas especiais de fixação de ferramentas com motor linear, tais soluções sempre causaram um aumento no tempo de troca de ferramentas ou interferiram na construção do motofuso.
Nariz do fuso inteligente – Após vários anos em trabalho conjunto com dois parceiros industriais da região de Allgäu na Alemanha, os engenheiros da Grob encontraram uma solução para a interferência do cavaco durante a troca de ferramentas, com o desenvolvimento do Chip-in-Spindle Detection System (CISD), o motofuso com nariz de fuso inteligente. Com essa inovação, após uma troca automática de ferramentas, o sistema verifica a presença de cavacos no adaptador com altíssima precisão.
Uma vez que este sistema de detecção de cavaco no motofuso não interfere no tempo de ciclo da máquina e não exige nenhuma alteração em sua área de trabalho, esta tecnologia pode resultar num potencial aumento de confiabilidade durante a troca automática de ferramentas para centros de usinagem.

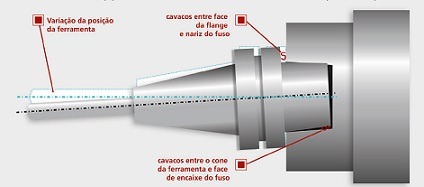
Neste sistema, os sensores detectam no nariz do fuso qualquer deformação assimétrica provocada pelo cavaco nos pontos de fixação do adaptador da ferramenta. Através de sinais de radiofrequência, as informações são transmitidas ao comando da máquina, que por sua vez indica a falha na troca de ferramenta. A alimentação de energia dos sensores no nariz do fuso é efetuada através de uma bobina de indução fixa e uma rotativa. Toda eletrônica e tecnologia de medição apenas influenciam a construção da parte frontal do motofuso.
A medição é realizada no motofuso parado imediatamente após a fixação da ferramenta. Enquanto a medição é realizada, os eixos de avanço já se deslocam para a nova posição de usinagem. A precisão do sistema é impressionante. A detecção de cavacos é extremamente confiável, a uma distância de 150 mm da flange do adaptador HSK A63 provoca uma alteração na concentricidade na ferramenta de apenas 0,01 mm. Assim, torna-se irrelevante se o cavaco se encontra no adaptador ou na flange da ferramenta.














